联系麻豆文化传煤官网app
CONTACT US
![]()
手机:13932753699
![]()
联系人:刘经理
![]()
网址:http://www.01wenhua.com
![]()
地址:河北省沧州市泊头市交河镇曹庄村


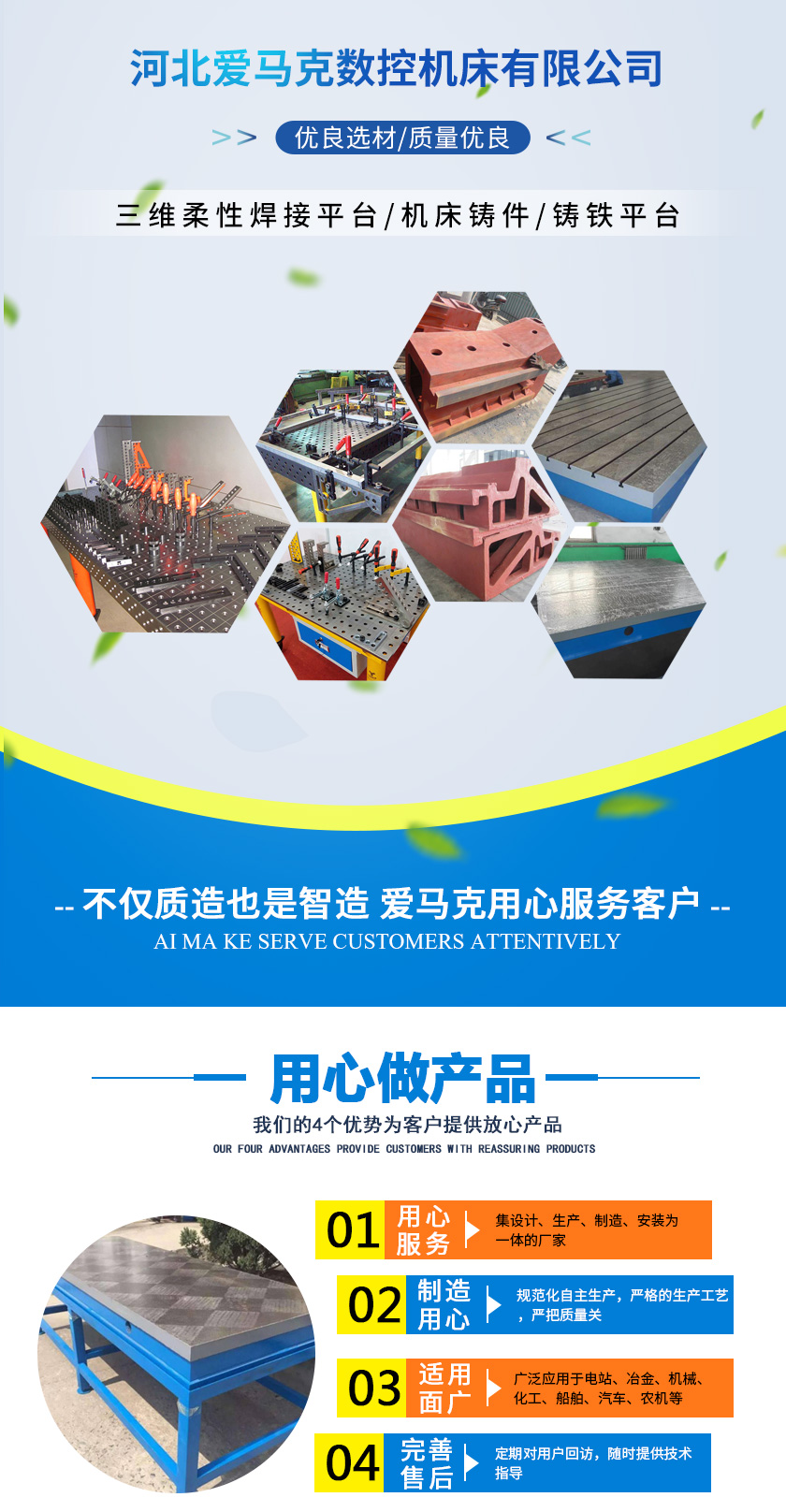

三维焊接平台是专为焊接制品的制造而设计的通用夹具;用于焊接方便、灵活,与传统的焊接方式许多。
三维孔系组合柔性焊接工艺装备。
三维:代表三个方向一般夹具都是纵向和横向没有垂直方向。平台大面有二个方向,四周边可用作垂直方向的安装,从而达到立体组合。
孔系:这套夹具的主要特点就是从平台到附件都是标准孔没有传统的螺纹或t型槽,配合锁销就能使装配变得加方便,定位。
组合:因为所有附件都是事先预制好的,可根据产品的需求任意组合及调整。
柔性:因为有上述功能整套装备可根据产品的变化而变化,一套夹具就可完成几个产品或几十个产品的需求,从而加快了产品的设计、试制的进程,节省大量的人力、物力和财力(环保和低碳产品)。
焊接:本产品是专为焊接制品的制造而设计的通用夹具;用于焊接方便、灵活、,与传统的焊接方式许多。
三维焊接平台对防锈底漆的基本要求是:与铸件表面有良好的附着力,有良好的防锈性能,对其上层油漆有良好的结合力,便于施工和保存等。
常用的防锈底漆有油脂漆。树脂漆。沥青漆。磷化漆等。它们的性能和应用范围各不相同。焊接平板经清理。检验合格后。通常在非加工面或全部表面上涂以防锈漆。应用时应仔细了解,在选用,在生产中焊接平板一般用人工刷漆工艺简单。经济方便适用于单件生产的铸件。
1、焊接平台的工作环境。各种防锈漆适用的工作环境是不同的。因此在选择是应了解焊接平板的工作环境。
2、底漆与上层漆不须配套。焊接平板除了上底漆之外。还要上面漆。面漆多数是在机械加工之后进行,因此应考虑底漆与面漆之间的粘合,通常同类漆料配制的底漆与面漆是配套的。具有较强的粘合力,不同类型漆料配制的底漆与面漆,可能不配套。互相不能很好粘合。因而要了解漆的性能。
3、防锈底漆的施工方法。防锈底漆各自都有自己好的施工涂装方法。要确认本厂或车间是否具备这样的条件,
焊接平板按JB/T7974-99标准制造。产品制成筋板式和箱体式。工作面有长方形,材料HT200,工作面采用刮研工艺,工作面上可加工V形。T形。U形槽和圆孔。长孔等。焊接平板是用于工件焊接的平面基准器具,平板按装应调至水平。负荷均匀分布于各支点上。环境温度(20±5℃)使用时应避免振动。
三维柔性焊接平台要有精度准确的平面度,要想有精度准确的平面度具备一以下几个条件:
1、厚度要求:主要包括三维柔性焊接平板上工作面厚度,侧围厚度和高度,以及底面筋板的厚度、高度和密度。
2、材质要求:铸铁HT200-300,硬度:HB170-240。
3、人工退火:在回火窑经过600-700度高温退火时效处理。
4、自然时效:按标准应该是2-3年自然时效,由于此工序时间太长,企业受资金周转影响已不可能等待那么长时间,多以激振器通过振动时效代替。虽然这种工艺的效果尚未明确,但在_上已普遍使用。
5、沙眼与气孔:0级与1级三维柔性焊接平板不允许有气孔与沙眼,2级和3级可以用与三维柔性焊接平板同材质固体填充气孔沙眼。注意:填充物的的硬度要低于三维柔性焊接平板本身的硬度。
6、铲刮工艺:人工铲刮在铸铁三维柔性焊接平板加工过程中是重要的工艺,它决定了铸铁三维柔性焊接平板的平面度误差大小,以及工作面的可接触点数。0级板三维柔性焊接平板在每边为25㎜平方的范围内不少于25点;1级三维柔性焊接平板在每边为25㎜平方的范围内不少于20点;2级平板三维柔性焊接平板在每边为25㎜平方的范围内不少于16点;3级平板三维柔性焊接平板在每边为25㎜平方的范围内不少于12点。铲刮完成后三维柔性焊接平板四个边棱倒钝。
7、清砂与涂漆:三维柔性焊接平板底面清砂要去除,干净且喷涂红色防锈漆。侧面要平整后再涂漆,一般涂篮漆或绿漆。